XLYSistem pemanasan otomatis tangki seng dari pabrik galvanisasi panas
Karakteristik:
Berdasarkan karakteristik desain proses galvanisasi panas, prinsip sederhana seperti ini
Pemanasan pulsa kecepatan tinggi, pemanasan seragam, efisiensi termal tinggi, memperpanjang umur tangki seng.
Sistem kontrol pemanasan, seluruh proses pemantauan data real time, diagnosis kesalahan, alarm.
Penggunaan gas buang untuk memanaskan udara masuk, biaya bahan bakar dapat dikurangi sebesar 10%.
Jalur produksi utama tangki galvanisasi:
1Tangki galvanisasi
1.1 Berdasarkan ukuran geometri dan permintaan output benda kerja yang tergalvanisasi, ukuran ketel galvanisasi (panjang × lebar × kedalaman × ketebalan × lebar tepi), bagian bawah bulat dan sudut bulat,penentuan kapasitas seng"Hitung total berat tangki (dengan batang baja penguat yang diperlukan dari sisi panci seng), bahannya adalah XG-08.
1.2 Standar pembuatan:
Bahan untuk bagian lentur dan intens harus tidak memiliki tanda luka, semua retakan pengelasan harus alami, datar dan lurus, kekuatan mekanis untuk mengoreksi tidak diizinkan.
2 Tata letak retak welding dan material sendi harus menjalankan JB / ZQ4000.3-86 butt-joint dan pengelasan menilai standar Republik Tiongkok.
3 Pengelasan tes retak menjalankan JB4730-94 kapal tekanan non-destructive standar Republik Tiongkok.)
2. Pemanasan tangki galvanisasi
2.1 Parameter teknis tungku Galvanisasi
Sistem terdiri dari tungku pemanas, sistem pembakaran, sistem kontrol dan sebagainya.kontrol yang lebih baik dari suhu dalam tungku sehingga suhu cairan seng stabilitas yang lebih seragam.).
2.2 Dimensi
Berdasarkan ukuran geometri dan permintaan output dari benda kerja yang tergalvanisasi, ukuran ketel galvanisasi (panjang × lebar × kedalaman × ketebalan × lebar tepi),Misalnya:Tangki galvanisasi 7000×1200×2200mm ((L×W×D),Badan tungku ((rumah): 9000 × 3200 × 1800mm
2.3 Parameter teknis
Suhu kerja zat cair seng (°C) 435-450 ±2;
Suhu tungku (asap) ((°C) ≤650;
Suhu dinding tungku (°C) ≤ 50;
Toleransi fluktuasi suhu (°C): ±2
Persamaan pemanasan tubuh tungku (°C):±2
Jumlah pembakar (unit): 2 unit,450KW/unit,Konsumsi: 30 kg/jam
2.4 Parameter lainnya
Semua lampu tahan ledakan lampu terowongan)
2.5 Kinerja teknis)
Misalnya: Tangki galvanisasi 7000×1200×2200mm ((L×W×D)
9000×3200×1800mm ((Badan tungku)) kasar: 9000×3200×1800mm
Kapasitas produksi: 20000 ton / tahun
Kapasitas seng dalam tangki: 282 ton)
Suhu kerja cairan seng: 355-450 °C
Suhu tungku (tunnel api): 580 - 620°C
Kecepatan peningkatan suhu daya penuh: 60 ~ 200 ° C / h, dapat disesuaikan secara otomatis sesuai dengan kurva pengaturan
Cara asap: menggunakan kipas knalpot asap, sesuai dengan tekanan tungku, AC frekuensi kontrol kecepatan.
2.6 Bagian utama tungku
Struktur baja untuk tungku
Termasuk cangkang tungku, modul kapas tahan api, selimut api, dan bahan lainnya
b. Struktur tungku:)
Struktur dinding samping tungku: bagian bawah tubuh tungku dan rongga dalam dari batu bata standar, dengan struktur cangkang tungku las pelat baja tebal 6 mm,rongga antara pelat kompor diisi serat kaca, cangkang tungku terbuat dari penguatan baja.
Struktur tungku: atur pembakar kecepatan tinggi di kedua ujung susunan diagonal satu sisi tangki galvanisasi, metode ekstraksi asap menggunakan bagian bawah asap pusat.
Perangkat pengurangan tekanan dirancang untuk terowongan asap dan dinding tungku, yang dapat dengan cepat mengurangi tekanan tungku.)
Tangki galvanisasi didukung oleh pan struktur baja untuk mengendalikan deformasi.)
Atur perangkat alarm kebocoran seng, dan lubang pengumpulan kebocoran seng.)
3Sistem kontrol suhu
3.1The temperature of the furnace is measured by the thermocouple and the setting temperature of the PLC (or temperature control meter) is compared with the PID operation of the temperature control meter (or PLC), dan sinyal pulsa yang sesuai keluar untuk mengontrol katup udara dari setiap pembakar.
4Sistem desain rute udara
Penggunaan gas buang untuk memanaskan udara masuk, biaya bahan bakar dapat dikurangi sebesar 10%.
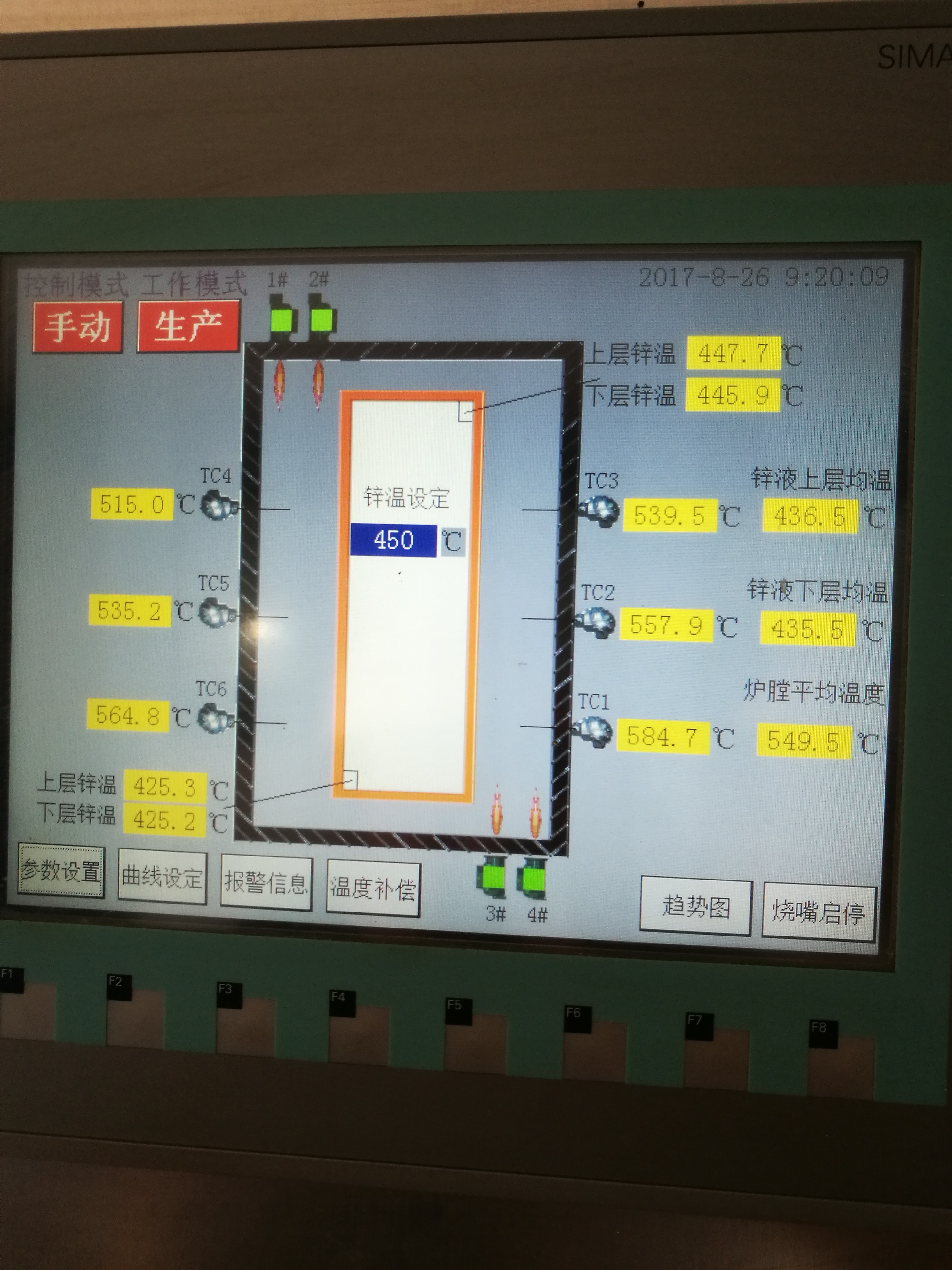
5Sistem kontrol otomatis untuk tungku galvanisasi
Sistem otomatisasi dasar tungku terdiri dari dua bagian: otomatisasi instrumen dan otomatisasi listrik.Pengontrol suhuSistem kontrol dibagi menjadi dua mode: manual dan otomatis.
Kompor dibagi menjadi 2 zona, dua tipe K termokopel, satu adalah termokopel kontrol suhu, yang lain adalah untuk deteksi dan perbandingan daerah ini;Tangki galvanisasi memiliki dua termokopel tipe K untuk mendeteksi suhu cairan seng. fungsi kontrol adalah untuk mengontrol suhu tungku untuk mendapatkan suhu yang tepat dari zat cair seng, ketika suhu zat cair seng dekat dengan suhu target,sistem secara otomatis masuk ke mode pendinginan atau pemanasan (koreksi otomatis suhu set tungku), suhu cairan seng perlahan mendekati suhu target, secara efektif mencegah efek inersia suhu.dan suhu lebih rendah dari kisaran suhu tertentu, sistem akan secara otomatis beralih ke mode pemanasan (suhu tungku dikoreksi secara otomatis) dan mengulangi proses di atas.Seluruh sistem kontrol dilengkapi dengan kontrol tekanan tungku, tekanan bahan bakar dan kontrol tekanan udara.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!