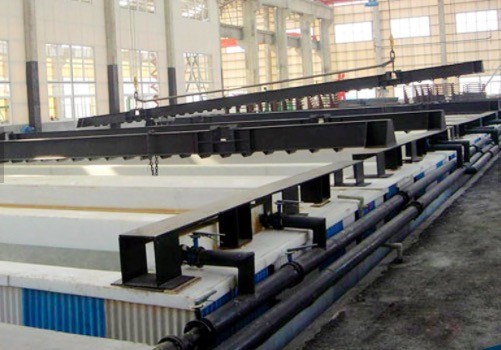
Peralatan Hot Dip Galvanizing Otomatis Untuk Pipa / Tabung
Perkenalan:
Hot dip galvanizing adalah metode yang efisien untuk menjaga logam dari korosi, produk ini banyak digunakan pada fasilitas struktur baja di berbagai industri.Masukkan bagian baja yang dihilangkan karat ke dalam ketel cairan seng 450 ℃ leleh, buat seng menempel pada permukaan bagian baja untuk mewujudkan anti korosi logam.
Perusahaan Wanxin dapat menawarkan Peralatan Galvanisasi Pipa Baja Otomatis dan Peralatan Galvanisasi Gantung Umum dan layanan teknik "Turn-key".Pipa baja peralatan galvanisasi otomatis penuh dapat menggembleng diameter luar pipa baja dari 1/2 inci hingga 8 inci, peralatan galvanis gantung bagian baja dapat menggembleng produk baja seperti tiang lampu, baki kabel, pagar pembatas jalan raya, baja sudut, balok H, baja saluran , ukuran peralatan dapat disesuaikan.
Sekarang perusahaan Wanxin dapat mengembangkan ketel seng keramik dan sistem kombinasi pemanas, yang dapat memproses potongan-potongan kecil seperti baut dan mur, di bawah 530 ℃, dengan menggunakan listrik sebagai media pemanas.
Ketel seng termasuk ketel baja umum dan ketel keramik, sistem pembakaran termasuk sistem kontrol gas gabungan manual otomatis, dan sistem pemanas listrik batang pemanas khusus canggih internasional.
- Lubang Nominal: Min.1/2” – Maks.6”
- Ketebalan dinding: Min.1,5 mm – Maks.4,5 mm
- Panjang pipa:5-6m(1/2”,3/4”) 4-6m(1”-6”)
| Ukuran nominal |
Berat Pipa |
Kapasitas produksi |
| Di dalam |
kg/m |
Kg/6,0 m |
pcs./jam.kira-kira. |
kg/jam.kira-kira. |
| 1/2″ |
1.22 |
7.32 |
1776 |
13000 |
| 3/4″ |
1.58 |
9.48 |
1688 |
16000 |
| 1″ |
2.44 |
4.64 |
1092 |
16000 |
| 1-1/4″ |
3.14 |
18.84 |
850 |
16000 |
| 1-1/2″ |
3.61 |
21.65 |
522 |
16000 |
| 2″ |
5.1 |
30.6 |
260 |
16000 |
| 3″ |
6.51 |
39.06 |
410 |
16000 |
| 4″ |
12.1 |
72.6 |
220 |
16000 |
| 5” |
15.03 |
90.2 |
178 |
16000 |
| 6” |
17.82 |
106.9 |
150 |
16000 |
Catatan :
(1) Kapasitas dibatasi dalam 16.000 kg/jam berdasarkan kapasitas pemanasan ketel.
(2) Panjang tabung adalah 6m.
(3) Angka di atas didasarkan pada efisiensi kerja 100%.
Beberapa jenis squire dan pipa persegi panjang dapat dirawat dengan garis ini.Tapi garis harus dibatasi dalam 2 pipa, rasio sisi panjang dan pendek harus dibatasi dalam 1,5 dan min.dimensi lubang pipa harus lebih besar dari 25mm.
pipa persegi 20*20mm;25*25mm;30*30mm;40*40mm,50*50mm;60*60mm;75*75mm;80*80mm;90*90mm;100*100mm;120*120mm;127*127mm
pipa persegi panjang
13*26mm;20*40mm;25*50mm;30*60mm;40*80mm;50*100mm;60*120mm;70*140mm;80*160mm;50.8*101.6mm
Sistem galvanisasi tipe kering ;
Pipa OD di bawah 1-1/2”(termasuk 1-1/2”) diproses dengan cara garis empat kali lipat;
Pipa OD 2”-4” (termasuk 4”) diproses dengan jalur ganda.
Pipa OD 5”dan 6” diproses dengan cara single line.
Di luar pipa: Dengan Udara Terkompresi dengan hembusan luar
Di dalam pipa: Pipa OD 1/2”dan 3/4” Dengan Nosel peniup uap yang terlalu panas.
Untuk OD pipa di atas 1”(termasuk 1”) teknik hembusan lancer plug diadopsi untuk meningkatkan kualitas lapisan dalam, menghemat konsumsi uap dan mengurangi pembentukan bubuk seng.
- Untuk layanan gas dan air
- Untuk tujuan struktur umum
BS 1387 Seri Ringan dan Sedang, DIN 2441 dll.
Sistem pengukuran metrik harus diterapkan.
Catu Daya: Dengan Pasokan Kota
Sumber Utama: 380V±5%, 50HZ, 3 fase, Sumber Sirkuit Kontrol: 220V, 50HZ, Fase tunggal, 24V D,C,
Transformator untuk rangkaian kontrol dan koil solenoid harus disiapkan oleh penjual.
Kapasitas Umum: abt.260KW (Seluruh tanaman; termasuk Peralatan bantu)
Tekanan: 0,6Mpa (min. 0,5Mpa pada titik utilitas)
Konsumsi: 30Nm3/H
Konsumsi: dengan kapasitas penuh: kira-kira.1.900.000 Kkal/jam
Gas alam 230Nm3/ jam (nilai pembakaran gas alam: 8500Kkal/liter)
Saat operasi diam: kira-kira.200.000 Kkal/jam
Gas alam: 24nm3/ jam
Tekanan gas sebelum pembakar: maks.0,4Mpa
- Uap (uap panas atau kering)
Tekanan: 1,25Mpa (Min. 1,0Mpa pada titik utilitas)
Suhu: 275°C
- Lapisan seng: kira-kira.500 g/m2 ,.Dengan mempersingkat waktu pencelupan, lapisan seng dapat dikurangi sekitar 300 g/m2
- Suhu sekitar: Tidak kurang dari 10°C
- Proses produksi:
Pipa baja berturut-turut diasamkan asam, dilapisi fluks ganda dan dikeringkan.Dan kemudian pipa kering direndam ke dalam bak seng dengan mencelupkan roda bintang.
Diagram alir produksi dari pipa baja hitam ke pipa galvanis adalah sebagai berikut: (Pipa baja hitam)
- Kapasitas Produksi (Contoh)
Tabel berikut menunjukkan contoh tingkat produksi untuk setiap ukuran pipa BS Medium, dalam kondisi yang menguntungkan.
(4) Waktu pencelupan merupakan faktor yang sangat besar dari laju produksi saat pelapisan berat diperlukan.Waktu pencelupan untuk mendapatkan berat lapisan yang diperlukan bervariasi terutama menurut komposisi kimia pipa ketika kondisi operasinya sama.Tingkat produksi pipa-pipa yang membutuhkan waktu pencelupan lebih lama akan menjadi lebih rendah.
(5) Kelurusan Tekukan pipa harus sekecil mungkin.Pipa dengan tekukan besar tidak dapat diproses dengan lancar di pabrik ini.
Direkomendasikan bahwa tekukan pipa harus kurang dari 5mm/6m.
- Peralatan Pra-perawatan (sistem pembersihan batch)
Seikat pipa yang beratnya biasanya sekitar 3 ton dibersihkan berturut-turut
dalam pengawetan asam,1stfluks dan 2tfluxing tank dengan menggunakan over head travel crane.
Tidak ada teknologi pembilasan air yang diadopsi untuk menghemat konsumsi air dan mengurangi pencemaran lingkungan.
Setelah pengawetan, pipa dicelupkan ke dalam 1sttangki fluks (kotor) lalu dicelupkan ke dalam 2ttangki fluks (bersih).Solusi fluks dari 1stdan 2ttangki peremaja terhubung bersama menjadi sistem perawatan yang bersirkulasi.Laju aliran sistem sirkulasi adalah 3 m3/h.FeCl2isi dalam 1sttangki fluxing akan dikontrol sekitar 10g per liter dan FeCl2kandungan larutan setelah perawatan regenerasi akan dikontrol di bawah 0,5g per liter.Larutan bersih ini akan dipompa menjadi 2ttangki fluks (bersih) dan FeCl2isi dalam 2ttangki fluxing akan dikontrol dengan 1g per liter.Larutan akan dipompa terus menerus menjadi 1sttangki fluxing (kotor) dan kemudian dipompa ke stasiun regenerasi.Sehingga setelah 2tmembilas larutan yang menempel di permukaan pipa akan sangat bersih.Ampas seng yang dihasilkan dalam ketel dan konsumsi seng akan berkurang.
Direkomendasikan untuk tidak menggunakan prosedur degreasing pada sistem ini dengan menggunakan jalur ERW no oil pipe.Jika tidak, Anda harus mengambil tindakan untuk mengolah larutan pembersih limbah dan air bilasan.
Peralatan pretreatment terdiri dari item berikut
- Enam set tangki pengawetan asam (Pasokan gambar)
Dimensi : 8000(L)×1600(D)×1500(W) mm
Bahan : Serat kaca dengan struktur baja ringan.
- Dua set Fluxing Tank (Pasokan gambar)
- Flatcar untuk membawa bundel pipa ke dalam/keluar ruangan tertutup di sekitar area pretreatment.2 set
- Ruang tertutup di sekitar area pretreatment.30mX12mX7m
- Tungku pengeringan
Setelah difluks, pipa diangkut dan dikeringkan di tungku pengering yang dipanaskan dengan gas buang dari tungku galvanisasi.Ini terdiri dari item berikut:
Bahan: struktur baja
- Satu set perangkat rantai transmisi
(2) Satu set unit penggerak dengan motor roda gigi 4KW, yang berjalan selangkah demi selangkah.
(1) Tungku (dengan pelat radiasi panas besi tuang) Dimensi : 8500(L)×9124(W) mm
(2) Satu set penukar panas pipa baja untuk sistem hembusan udara panas kering.
(3) Satu set penukar panas stainless steel untuk udara terkompresi panas yang digunakan oleh hembusan dalam.
(4) Satu set pelat penutup perapian (struktur baja dengan bahan insulasi panas)
(5) Satu set sistem sirkulasi dan hembusan udara panas
Kapasitas kipas sirkulasi udara panas: 6660 NM3/ jam
Suhu: sekitar150°C
Catatan: pondasi beton, batu bata merah dan tenaga kerja merupakan suplai pembeli.1 insinyur dan 3 pekerja terampil akan bekerja untuk konstruksi tungku di lokasi.
Pipa pra-perawatan dan kering bergulir dari tungku pengeringan dua per dua (atau empat) dan masuk ke ruang saku roda bintang pencelupan.
Saat roda bintang pencelupan berputar selangkah demi selangkah, pipa dibenamkan ke dalam bak seng (suhu bak seng harus 445 ° C- 455 ° C) dan akhirnya diputar ke posisi outlet. Kemudian pipa ditendang oleh perangkat pneumatik dan jatuh ke rak penerima yang dipasang di ketel.Kemudian kait pengangkat pipa diaktifkan dan pelat tekan yang dipasang pada kait menekan ke bawah secara bersamaan.Dengan fungsi ini empat pipa akan didistribusikan secara teratur di tepi penerima kait dan menghindari pipa untuk disatukan.Kemudian pipa akan diangkat oleh kait pengangkat dan melewati pelat pemisah dengan benar dan melekat pada alur rol magnet, yang dipasang di atas rendaman seng.
Karena rol magnetik digerakkan oleh motor konversi frekuensi, pipa ditarik oleh rol dari ketel.Di jalan unit penarik, kelebihan seng di bagian luar pipa diseka oleh perangkat peniup luar dengan udara terkompresi, untuk mendapatkan efek penyeka yang lebih baik, ukuran nosel peniup yang berbeda digunakan untuk mencocokkan ukuran pipa yang berbeda. dan tekanan hembusan udara kompres dapat disesuaikan dengan katup pengatur tekanan.
Ketika pipa mencapai bagian atas rol penarik, pipa dipindahkan ke stasiun hembusan bagian dalam dengan balok step-walk.Kelebihan seng di bagian dalam pipa diseka oleh Explosion-blowing dengan steam yang terlalu panas (1/2” dan 3/4”) atau long lancer plug dengan udara bertekanan panas.Metode peniupan steker lancer panjang lebih baik daripada metode nosel yang dapat menghemat konsumsi uap, meningkatkan kualitas peniupan bagian dalam dan mengurangi jumlah produksi bubuk seng.Namun untuk pipa kecil (1//2 atau 3/4”) jika inner bore pipa tidak mendapatkan perawatan deburring atau weld bur tidak terkontrol dengan baik.Tiupan steker tombak panjang akan menjadi sangat sulit.Dan pelanggan dapat memilih satu sesuai dengan kondisi Anda.
Setelah peniupan dalam, pipa dipindahkan ke balok dudukan dan kemudian dipindahkan ke tangki pendinginan.
Sistem ini terdiri dari item berikut:
(1) Tungku galvanis
(2) Perangkat bantu untuk tungku galvanisasi.
Catatan: Fondasi beton, batu bata merah dan tenaga kerja adalah pasokan pembeli, 1 insinyur dan 3 pekerja terampil akan bekerja untuk konstruksi tungku di lokasi.
Dimensi : 1800(W)×2910(B)×8000(L)×60(T) mm (di dalam dimensi efektif.)
Berat: 37 ton.
Bahan tubuh: baja silikon rendah karbon rendah (baja Cina khusus untuk menggembleng).
Bagian atas dengan rangka baja datar yang dilas.Sudut bundar
Diuji secara ultrasonik, bebas dari inklusi, kotoran, lubang sembur dll.
- Sistem pembakaran otomatis
(1) 6 Pembakar Pulsa Dan Alat Bantu untuk pembakaran otomatis
(2) Dua set kipas resirkulasi Api Panas
Kapasitas : 27648 NM3/ jam
Motor: 7.5KW
Tekanan : 96 mm(H20), 20°C
Suhu kerja : 500~800°C
(bahan untuk baling-baling adalah paduan suhu tinggi)
Jika suhu nyala api lebih rendah dari 500°C, kipas harus bekerja dengan kecepatan rendah untuk menghindari beban berlebih pada motor.
(3) Dua set rangka dasar pemasangan untuk memperbaiki pembakar dan kipas resirkulasi.
Bahan: Struktur baja
(4) Kipas udara pembakaran
Kapasitas : 4500 NM3/jam
Motor : 18,5 KW/2p
Tekanan : 9000 mm(H20), 20°C
(5) Sistem pemantauan pengapian dan pemadaman otomatis.
(6) Dua thermo-couple dipasang di ketel untuk memantau suhu lelehan seng di ketel dan dua lainnya dipasang di tungku untuk memantau suhu nyala api di perapian tungku.
Bahan : Baja ringan, Casing bag : Tetron needle felt
pemantauan perbedaan tekanan.
- Kipas hisap
- Kapasitas: 43000 NM3, Tekanan : 200 mm (H2O), N=27KW
- Sistem saluran
- Peralatan bantu
- Dua set pompa seng
- Motor: 5,5 KW
- Satu set ember ambil ampas seng
- Sistem Ekstraksi Limbah Asap Tungku Galvanisasi
(1) Saluran: Bahan: Struktur baja
(2) Bahan Cerobong: Struktur baja
(3) Kipas
Kapasitas: 3160 NM3/ jam
Tekanan: 106 mm (H2HAI)
Motor: 2,2 KW
Pabrik galvanisasi harus dirancang untuk membuat kontrol otomatis.Sistem terdiri dari hal-hal berikut:
- 3 set panel catu daya.
- Satu set panel kontrol PLC utama
- Satu set meja kontrol utama
- Satu set kios kontrol untuk bagian pasca perawatan
(1) Ketel Uap 1 se
Kapasitas: 3 ton/jam
Tekanan: 1.25Mpa
Suhu 275HaiC
(2) Kompresor udara 4 set
Q=13,3Nm3/ mnt
P=0,8Mpa
N=75Kw
- Catatan untuk proposal teknis
- Semua komponen listrik dan motor adalah merek Schneider;


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!